?
沖壓加工廠在高精密小孔加工時���,需要注意什么�����?
 來源:禾聚五金 瀏覽:- 發布日期: 2023-04-07【大 中 小】
來源:禾聚五金 瀏覽:- 發布日期: 2023-04-07【大 中 小】
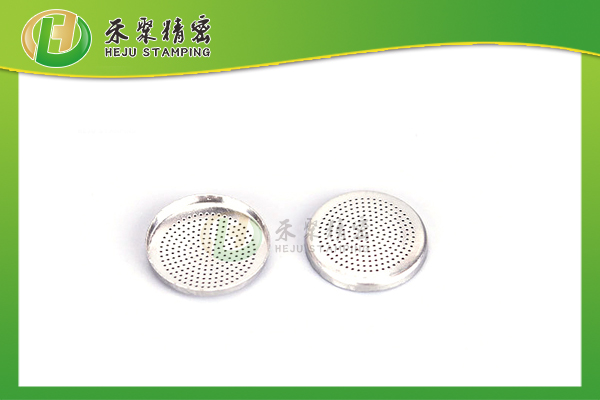
高精密小孔加工時��,由于沖孔凸模直徑很小����,如果是利用普通方法沖裁加工���,細小的凸模容易出現折斷�,因而需要設法提高凸模強度防止其折斷定彎曲要注意的有:
1,脫料板兼作導向板��。
2���,導向板與固定工作板間可以采用小導柱導套��,或直接與大導柱導套相連接���。
3,凸?����?s入導向板�����,導向板與凸模固定板的間距不宜過大���。
4���,凸模與導向板雙邊間隙小于凸凹模單邊間隙�。
5�����,壓料力與單純脫料相比要增大1.5~2倍���。
6,導向板采用或鑲嵌高硬度材料�,與通常情況相比取厚20%~30%。
7����,多孔沖裁時,直徑較小的凸模較直徑較大的凸模低一個料厚�����。
禾聚精密沖孔網生產技術優勢:降低成本��;產品批量化生產(沖壓速度可達1500SPM)���;網孔精度高����,質量穩定,互換性好��?����?蓻_壓材料薄至0.04mm�����。代表產品密孔間距0.3MM(即在面積50*80mm內有1.7萬個均勻的精密細孔)����;精度高:公差控制+/-0.01mm,無毛邊�,大批量生產。
?