?
手機卡槽屏蔽罩_聲卡屏蔽罩常見的品質問題其一
 來源:禾聚五金 瀏覽:- 發布日期: 2021-03-09【大 中 小】
來源:禾聚五金 瀏覽:- 發布日期: 2021-03-09【大 中 小】
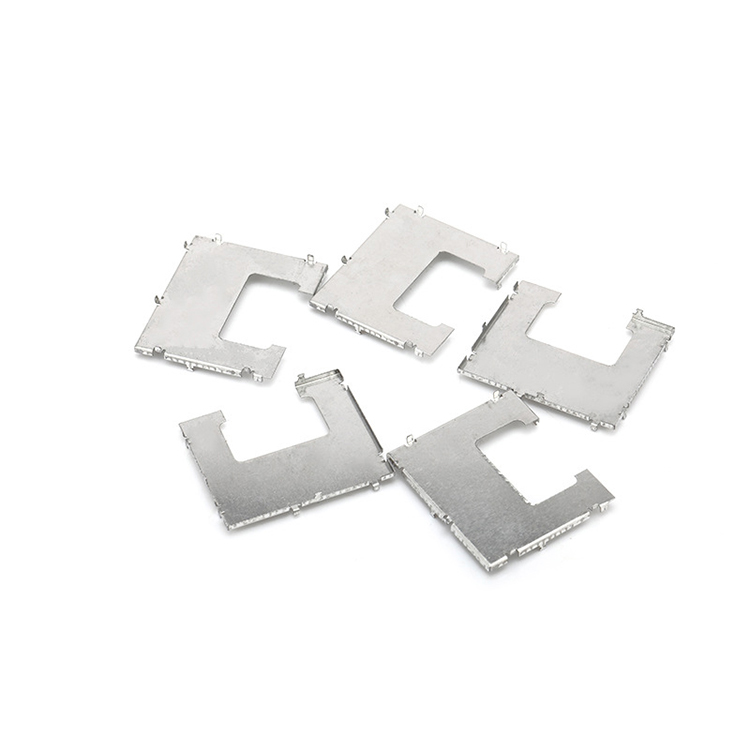
手機卡槽屏蔽罩以及聲卡屏蔽罩常見的品質問題有以下幾種:
手機卡槽屏蔽罩內外表面,折彎內外側面壓傷分兩種情況�����,小孔跳廢料�,大孔跳。廢料:長時間生產導致沖頭刀口磨損間隙變大����,無法卡住廢料,被沖頭帶出模面造成����。壓傷���,粉屑壓傷:沖頭與刀口間隙過大或過小產生粉屑散落模面。材料在過整平機和送料機的時候�����,因為機器內有粉塵細微鐵屑會直接壓傷屏蔽罩����。
屏蔽罩小孔剪口毛刺和連剪帶折處毛刺沖頭和刀口間隙過大造成毛刺或者沖頭往一邊偏,造成一邊又毛刺一邊沒有毛刺��。我們的屏蔽件最后一步有些做的連剪帶����。折結構,沖頭生產一段時間后磨損�,容易產生毛刺。在最后一步因為沒壓住料或者折彎沖頭拉料���,產品產生異味造成一邊剪的多-邊剪的少�,少的一邊就會凸出來造成尺寸不良�。在最后步有時候因為引導針拉料被敲斷��,會引起折彎剪斷尺寸不穩定��。
聲卡屏蔽罩正面側面少孔:生產中沒加沖剪油沖頭拉斷;小孔廢料因為加油太多堵在漏料孔里導致堵孔��,沖頭斷掉;墊腳移位堵住漏料孔;吸風漏斗堵住漏料孔都會斷沖頭����。
折彎角度外張和內扣:外張�,模具沒壓死;模具內壓大廢料,屏蔽罩;折彎沖
頭和鑲件間隙變大;折彎鑲件壓筋磨損或者崩掉都會造成角度外張���。內扣,模具壓太死;折彎鑲件壓筋太高;折彎沖頭和鑲件間隙太小都會造成角度內扣��。
手機卡槽屏蔽罩側邊刮傷:折彎沖頭或者折彎鑲件磨損;折彎沖頭和鑲件間隙太小;折彎沖�����。頭和鑲件卡有廢料;加油少等都會導致刮傷��。
折彎高度不一般:步距未調好多送或少送;折彎沖頭鑲件移位;折彎間隙一
邊緊一邊松導致拉料�。有時候同一個折彎邊一頭高一頭低,是因為聲卡屏蔽罩擺動或者折彎沖頭鑲件位置不對����。
?






